СВАРОЧНАЯ ПРОВОЛОКА SANDVIK 308 LSI (19.9.LSI) Швеция



Описание
Проволока AG ER-307LSi является высоколегированной сварочной проволокой аустенитного класса сплошного сечения, пригодной для сварки аустенитных марганцовистых нержавеющих сталей, (типа сталей Гадфильда), а также других аустенитных сталей с высоким содержанием марганца, и их сварки с другими сталями, а также сталей с ограниченной свариваемостью, когда к прочностным характеристикам шва не предъявляются высокие требования. Проволоку AG ER-307LSi можно применять и для сварки Cr/Ni аустенитных сталей, когда к металлу шва не предъявляются требования по стойкости к МКК, сталей с ограниченной свариваемостью, а тек же некоторых разнородных сталей. Наплавленный металл коррозиестоек, и стоек к образованию окалины при температуре эксплуатации до 850°С, но не устойчив к парам сернистых газов при температуре > 500°C. Содержание Si ~ 0.80 ведет к увеличению текучести сварочной ванны, улучшает сварные свойства и внешний вид сварного шва, а высокое содержание марганца делает его стоиким к образованию горячих трещин.
Проволока AG ER-307LSi широко применяется в транспортном машиностроении, для производства и ремонта узлов и деталей машин. Проволока имеет специальную обработку для создания отличной подачи и стабильность дуги. Так же технологии высокоточной намотки слоями обеспечивают равномерную, бесперебойную подачу.
Характеристики
Химический состав (%)
| C | Mn | Si | Cr | Ni | Mo | Cu | S | P |
|---|---|---|---|---|---|---|---|---|
| max 0.20 | 5.0-8.0 | 0.65-1.20 | 17.0-20.0 | 7.00-10.00 | max 0.5 | max 0.5 | max 0.03 | max 0.03 |
Механические свойства
| Предел текучести Мпа | Предел прочности Мпа | Удлинение А5 (%) | Ударная вязкость |
|---|---|---|---|
| ≥ 450 | ≥ 640 | ≥ 41% | +20°С ≥ 160 Дж/см2 |
Химический состав и механические свойства наплавленного металла могут меняться в зависимости от типа применяемого защитного газа. Рекомендуется применять защитный газ 98% Ar+2%O2 или Ar+2-3%CО2.
Электрический ток: - DC (+)
Условия хранения: хранить в сухом месте, избегать конденсации.
Межпроходная температура: < 150°С
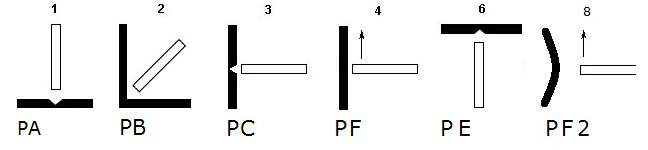
Положение при сварке
Рекомендуемые данные сварки
| Рабочий диапазон | Диаметр, (мм) | 0,8 | 1,0 | 1,20 |
|---|---|---|---|---|
| Ar+ 1~2% CO2 | Амперы | 40~120 | 80~160 | 100~210 |
| Вольты | 15~20 | 16~22 | 17~22 | |
| Ar+ 1~2% O2 | Амперы | 160~210 | 180~280 | 200~300 |
| Вольты | 24~28 | 24~30 | 24~30 |
Поставляемые диаметры
| Диаметр (мм) | 0,8 | 1,0 | 1,20 | 1,6 |
|---|---|---|---|---|
| Вес катушки (кг) | 5,0 кг, 15 кг | 5,0 кг, 15 кг | 5,0 кг, 15 кг | 15 кг |
-
AWS A 5.9ER 307LSi
-
EN 12072G 18 8 Mn
-
НАКСд. 1,2 мм
-
ТУ1222-002-02945213-2016