СВАРОЧНЫЙ АППАРАТ TIG CЕРИЯ Cebora WIN TIG AC-DC 340T

Новинка
СВАРОЧНЫЙ АППАРАТ TIG CЕРИЯ Cebora WIN TIG AC-DC 340T


Артикул:
4101
Вес:
82
кг.
Есть в наличии
Количество:
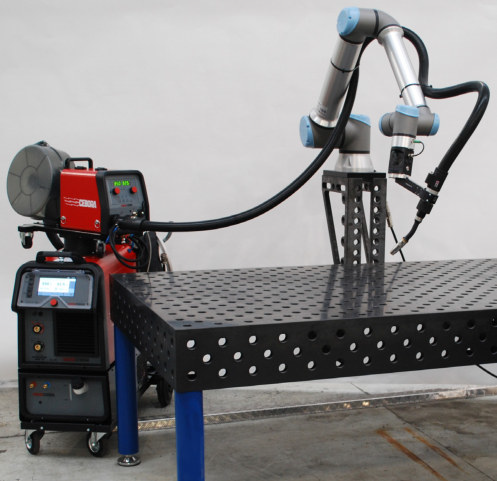
Аргонодуговой сварочный аппарат Cebora WIN TIG AC-DC 340T - трехфазный синергетический инверторный источник питания, - для импульсной АС-DC - сварки со встроенным ВЧ-зажиганием (осциллятором). Поставляется в комплекте с тележкой для транспортировки источника сварки.
Основными преимуществами этого решения являются:
В дополнение к самым известным сварочным процессам WIN TIG AC-DC 340T имеет уникальный функционал:
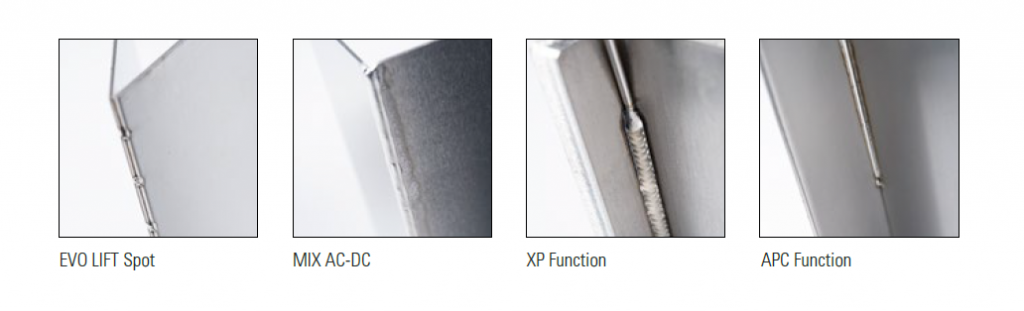
- Сварочный процесс - TIG DC XP
Основными преимуществами этого решения являются:
- Резкое сокращение в зоне термического влияния;
- Значительное увеличение скорости исполнения;
- Концентрированная, очень узкая и точная дуга;
- Стабильность и концентрация дуги означают, что эта функция дает сварщикам большую уверенность при работе, поскольку она предназначена для всех сварочных позиций.

8 режимов тактов:
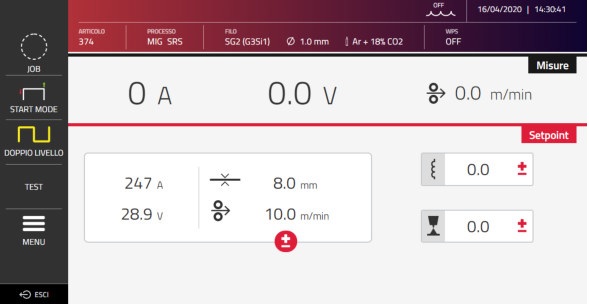
 Цветной ТАЧСКРИН - дисплей делает его простым и интуитивно понятный в управлении.
Цветной ТАЧСКРИН - дисплей делает его простым и интуитивно понятный в управлении.- Регулировка амплитуды (провар/очистка), параметры уравнивания переменного тока, смешивания переменного тока доступны через широкий цветной ЖК-дисплей, обладающий четким и интуитивно понятным графическим меню;
- Легко снимаемая решетка для охлаждения источника питания, для облегчения работы и сокращения времени техобслуживания;
- Функция eXtra Pulse (TIG DC XP): очень высокочастотный импульс (от 11 до 19 кГц), работающий на малых толщинах, где передаваемое тепло должно быть минимальным;
- TIG DC Double Pulse: возможность настройки низкой частоты (0.16 - 300 Гц) импульсов с процессом TIG DC XP, чтобы улучшить проникновение и скорость сварки на малых и средних толщинах;
- Pulse - импульсная дуга с постоянной регулировкой от 0,16 Гц до 2,5 кГц.
- APC TIG (активный контроль мощности) - новая функция в режиме постоянного тока TIG DC позволяет автоматически регулировать сварочный ток в соответствии с высотой дуги, чтобы получить постоянную плавильную ванну в соответствии с высокой скоростью сварки и минимальной деформацией детали.
- MIX TIG (AC+DC TIG в одной дуге) процесс сварки, подходящий для сварки алюминия и его сплавов. Благодаря режиму постоянного тока можно достичь большего количества сварных швов и повысить скорость сварки с последующим уменьшением прогиба заготовки.
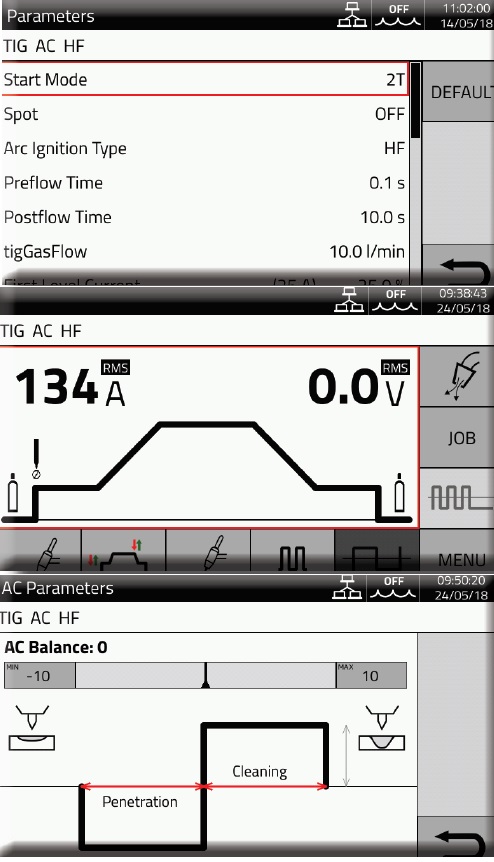
- AC форма волны: в режиме переменного тока, есть возможность выбора нескольких комбинаций трех форм сигнала (квадратная, треугольная, синусоидальная). Всего возможны 9 вариантов полуволн.
- AC XA (XP) - процесс сварки, который позволяет одновременно регулировать амплитуду положительной (очистка) и отрицательной (проплавление) полуволны. Он подходит для сваривания углов из тонкого листового металла, когда отрицательная полуволна установлена на МАКСИМУМ.
- AC MMA для сварки электродов на намагниченных листах. Он обычно используется для проведения работ по техническому обслуживанию и во всех случаях, когда сварка с высокой проникающей способностью не требуется.
- Настройка диаметра электрода в режиме TIG AC: в режиме переменного тока, ток зажигания дуги зависит от диаметра электрода: чем он больше, тем больше энергии потребуется для лучшего поджига дуги, а чем он меньше, тем меньше требуется тока для розжига дуги.
- Настройка времени работы HF осциллятора до сотых долей секунды, а так же регулировка силы поджига до 0.1А.
- «EVO lift» зажигание дуги - это специальная функция, которая позволяет работать с очень концентрированной сварочной дугой, которую можно регулировать по длине. С помощью этой специальной программы, получается быстрое и белое пятно с минимальным подводом тепла. Так же функция позволяет точно регулировать параметр времени сварки. Это позволяет электроду опираться на точное положение прихвата, избегая окисления заготовки и позволяя контролировать подвод тепла. Время отслеживания может быть скорректировано до сотых долей секунды
- «EVO START» - это специальная функция, которая позволяет работать на высоких частотах импульсов, позволяя оператору получить сварочную дугу, дополнительно сфокусированную на зоне сварки. Возможность выполнения очень маленьких сварочных секций с вкраплениями холодного времени. Позволяет изготавливать шарики, которые отлично управляются с точки зрения передачи тепла и проникновения
- Режим 2Т;
- Режим 4Т;
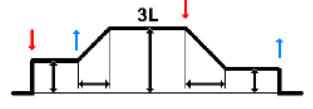
- Тактовый режим 3L. Повторяемость токов контролируется вручную; токи восстанавливаются.
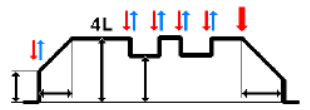
- Режим 4L. С помощью данного режима оператор может ввести промежуточный ток и восстанавливать его во время сварки.
 Ручная точечная сварки (2Т);
Ручная точечная сварки (2Т); Автоматическая точечная сварка (4Т);
Автоматическая точечная сварка (4Т);- Multi SPOT (Cold Weld) - режим холодной сварки. Ручная сварка с применением времени паузы (2Т).
 Multi SPOT (Cold Weld)- автоматическая сварка с применением времени паузы (4Т).
Multi SPOT (Cold Weld)- автоматическая сварка с применением времени паузы (4Т).
- Настройка WIZ (Wizard) - для быстрой настройки сварочного аппарата.
- Функция проверки и испытания газа.
- Запись до 100 программ сварки (JOB) и использовать их для более эффективной работы.
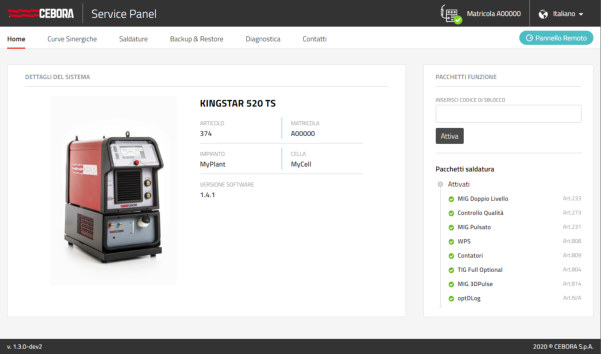
- WEB управление: новая архитектура аппаратного обеспечения источника питания позволяет применить вэб-сервер, который с помощью LAN-соединения и W i-Fi соединений, в дополнение к 2 USB-портам, обеспечивает полезные функции для удаленного обслужив ания, диагностики, информационной системы, резервного копирования и восстановления данных, обновления аппаратного обеспечения и т.д. и для всех задач, в которых требуется сбор и обработка данных;
- Пользовательский интерфейс может управляться дистанционно с помощью персонального компьютера, планшета и смартфона без необходимости устанавливать другое специальное программное обеспечение.
 Цветной ТАЧСКРИН - дисплей делает его простым и интуитивно понятный в управлении.
Цветной ТАЧСКРИН - дисплей делает его простым и интуитивно понятный в управлении.


 Ручная точечная сварки (2Т);
Ручная точечная сварки (2Т); Автоматическая точечная сварка (4Т);
Автоматическая точечная сварка (4Т);


Область применения:
Герметичная тоннельная система охлаждения
Соответствие стандартам EN 61000-3-12 обеспечивает значительную экономию энергии, а также широкий допуск напряжения питания (+15% / - 20%).- Webapp
- — пользовательский интерфейс можно использовать на ПК, планшетах и смартфонах.

Доступна ручная версия с интерфейсом CANopen для механизированной и автоматизированной системы.
Источники питания WIN TIG предлагают новые пакеты программного обеспечения, направленные на улучшение управления производством и оцифровка бизнес-процессов и деятельности. Эти источники питания также предназначены для использования
оптических сканеров для автоматизации процессов сканирования штрих-кодов и QR-кодов.

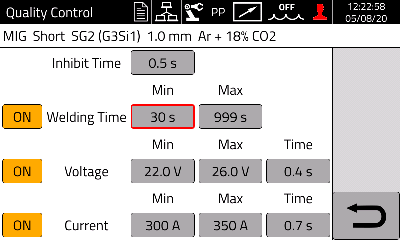
Контроль качества (арт. 273)
Программный пакет для управления и повторения сварочных швов.
Он позволяет определить минимальный и максимальный пороги тока дуги, напряжения дуги и времени сварки.
Если порог превышен, это отмечается на панели и в отчетах по сварке.
Режим производства (арт. 817)
Программный пакет, предназначенный для управления и сопровождение сварочных процессов при серийном производстве детали, партии и рабочие задания: позволяет экспортировать в файл процессы сварки в комплекте с названием обработки, название заказа на работу и номер детали. Это позволяет лучше интегрироваться с системами MES для Индустрия 4.0
Программный пакет, который позволяет настроить список операторов, с присвоением идентификационного имени,

Опытные пользователи (арт. 809)
уникальный код (PIN) и уровень учетных данных доступа. Можно импортировать и экспортировать данные об использовании в виде файлов CSV на USB-накопителе.
- Химическая индустрия
- Производство средне-тяжелых металлов
- Строительство
- Строительная и дорожно-строительная промышленность
- Ручные ремесла
- Пищевая промышленность
- Промышленно-энергетический завод
- Строительство сельскохозяйственной, железнодорожной и тяжелой техники
- Плановое техническое обслуживание
- Аграрная индустрия
- Все сварочные аппараты компании Cebora используют тоннельную систему охлаждения. Решетки охлаждения, которые расположены спереди и сзади аппаратов, легко снимаются, что предоставляет легкий доступ к продувке аппарата от пыли, грязи, стружки.
- Благодаря тоннельной системе охлаждения все самые важные элементы и электронные платы защищены от попадания грязи, пыли, стружки и прочего мусора.
- Главным преимуществом такой системы воздушного охлаждения, является максимальный срок службы и высокая надежность сварочного оборудования.
- — пользовательский интерфейс можно использовать на ПК, планшетах и смартфонах.






-
PulseДа
-
VRDДа
-
Анти-стикДа
-
БрендCebora
-
Вес93 кг
-
Горячий стартДа
-
Диаметр электрода1,5 - 6 мм
-
Диапазон регулировки тока3-340А
-
Интернет доступДа
-
Класс защитыIP 23 S
-
ПВ 100% при 40°C310А
-
ПВ 40% при 40°C340А
-
ПВ 60% при 40°C320А
-
Питание380В 50/60 Гц ± 15%
-
Потребляемая мощность 100%7.76 кВт
-
Потребляемая мощность 40%9.04 кВт
-
Потребляемая мощность 60%8.24 кВт
-
Предохранитель с задержкой срабатывания16А
-
Размер588x1120x1010 мм
-
Разъем10 pin для TIG горелки
-
Срок службы10 лет
-
Страна производстваИталия
-
Форсаж дугиДа
-
Частотный импульс0.16 Гц - 15 кГц
-
Класс изоляцииF
-
ТипАргонодуговая сварка