Сварочный электрод ESAB ОК 63.20



Описание
AG E 309L-16 Низкоуглеродистый электрод с рутиловым покрытием на стержне из аустенитной нержавеющей стали 23Cr13Ni, с отличными сварочно-технологическими свойствами. Электроды AG E 309L-16 применяются для сварки разнородных видов стали, как, например, нержавеющей стали с низколегированной сталью, для наплавки нержавеющей стали на углеродистую или низколегированную сталь. Также подходит для сварки высокотемпературных видов стали для создания промежуточного слоя до нанесения твердосплавного покрытия, и для облицовки сталей типа 18Cr/8Ni. Электрод AG E 309L-16 обеспечивает легкое зажигание дуги, лёгкую плавку без брызг, очень лёгкое удаление шлаковой корки, отличный внешний вид наплавленного валика сварного шва, легкое повторное зажигание. Данный электрод применяется для сварки следующих марок стали: 03Х18H9, 12Х18Н10Т, AISI 304L, 308L, 309L, 321 и т. п.
Характеристики
Типичные механические свойства наплавленного металла
| Предел прочности Мпа | Относительное удлинение % | Ударная вязкость Дж/см2 |
|---|---|---|
| ≥600 | ≥35 | при t +20°С ≥ 88 |
Типичный химический состав наплавленного металла (%)
| C | Si | Mn | Cr | Ni | Mo | S | P |
|---|---|---|---|---|---|---|---|
| <0.03 | 0.70 | 0.90 | 23-25 | 12.50-14.0 | <0.10 | 0.010 | 0.015 |
Производимые типоразмеры и рекомендованный сварочный ток
| Диаметр (мм) | 2,0 | 2,6 | 3,2 | 4,0 | 5,0 |
|---|---|---|---|---|---|
| Длина, мм | 300 | 350 | 350 | 350 | 350 |
| Рекомендуемый ток, А | 25-60 | 60-90 | 80-120 | 110-150 | 150-180 |
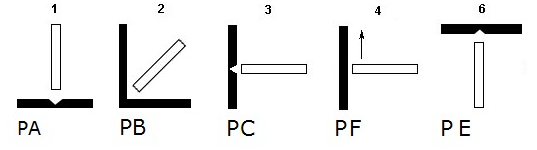
Пространственные положения сварки
ТОК AC, DC+
Упаковка VAC PAC 2кг. Коробка 10 кг.
При необходимости повторная прокалка 1 ч. При t – 250°С
-
AWS A 5.4E 309L-16
-
DIN 8556E 23 12 LR 23
-
DIN EN 1600E 23 12 LR 12
-
Материал №1.4332
-
НАКСд. 3,2 мм., д. 4,0 мм
-
ТУ1273-003-02945213-2016