Сварочный электрод AG E 347–16



Описание
Аустенитный стабилизированный ниобием электрод с рутиловым покрытием с содержанием ферритной фазы 5-8%. Покрытие электрода с очень низким впитыванием влаги. Электрод AG E 347-16 обеспечивает легкое зажигание дуги, лёгкую плавку без брызг, очень лёгкое удаление шлаковой корки, отличный внешний вид наплавленного валика сварного шва, легкое повторное зажигание. Электрод предназначен для сварки стыков нестабилизированной и стабилизированной аустенитной, устойчивой к воздействию химических веществ CrNi стали при температуре эксплуатации до 400°С, для коррозионностойких Cr типов стали. Наплавленный металл имеет высокие механические свойства при высоких температурах, подходит для сварки деталей и конструкций, работающих при высокой температуре. Имеет высокую стойкость к межкристаллитной коррозии. Электрод AG E 347-16 применяется для сварки следующих марок стали: 12X48H9T, 12X18H10T, 12X18H12T, AISI 321, 347 и т. п.
Характеристики
Типичный химический состав наплавленного металла (%)
| C | Si | Mn | Cr | Ni | S | P | Nb |
|---|---|---|---|---|---|---|---|
| 0.04 | 0.80 | 1.00 | 19.0 | 10.00 | 0.015 | 0.020 | 0.045 |
Типичные механические свойства наплавленного металла
| Предел прочности МПа | Относительное удлинение % | Ударная вязкость Дж/см2 |
|---|---|---|
| ≥590 | ≥40 | при t -120°С ≥ 60 |
Производимые типоразмеры и рекомендованный сварочный ток
| Диаметр (мм) | 2,0 | 2,6 | 3,2 | 4,0 | 5,0 |
|---|---|---|---|---|---|
| Длина, мм | 300 | 350 | 350 | 350 | 350 |
| Рекомендуемый ток, А | 25-55 | 50-80 | 80-110 | 110-150 | 150-180 |
Положения сварки
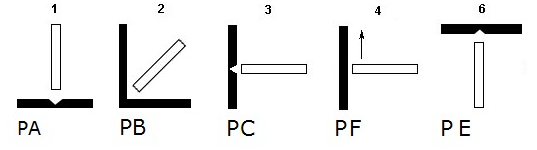
ТОК AC, DC+
Упаковка VAC PAC 2кг. Коробка 10 кг.
При необходимости повторная прокалка 1 ч. При t – 300-350°С.
-
AWS A 5.4E 347-16
-
DIN 8556E 19 9 Nb R 23
-
DIN EN 1600E 19 9 Nb R 32
-
Материал №1.4551
-
НАКСд.2,6 мм., д.3,2 мм., д.4,0 мм
-
ТУ1273-003-02945213-2016