Сварочный электрод AG E 385–16



Описание
AG E 385-16 электрод с рутиловым покрытием предназначен для сварки полностью аустенитных нержавеющих сталей типа 904L, 06ХН28МДТ и аналогичных. Швы выполненные электродом AG E-385-16 характеризуются полностью отсутствием ферритной фазы, аустенитной структурой и стойки к межкристаллитной, питтинговой и щелевой коррозиям при температуре эксплуатации до 350°С, а также стойки к коррозионному растрескиванию под напряжением. Электроды AG E-385-16 применяется для производства и ремонта оборудования для химической и нефтехимической промышленностей, оборудования для производства сульфатных и фосфатных удобрений, целлюлозно-бумажной и фармацевтической промышленности для сварки сталей типа 10Х16Н25АМ6, 06Х23Н28М3ДТ, 06ХН28МДТ, 03Х25НДГБ, 304, 308, 316, 904L и им подобных, эксплуатирующихся в условиях влажной коррозии при температурах до 400°С. Металл наплавленный электродами AG E-385-16 стоек к воздействию муравьиной, уксусной, серной, ортофосфорной, бескислородных кислот, а также морской воды.
Характеристики
Типичный химический состав наплавленного металла (%)
| C | Si | Mn | Cr | Ni | Mo | Cu | S | P |
|---|---|---|---|---|---|---|---|---|
| <0.03 | 0.80 | 1.0 | 20.5 | 25.0 | 4.50 | 1.50 | 0.015 | 0.020 |
Типичные механические свойства наплавленного металла
| Предел прочности МПа | Относительное удлинение % | Ударная вязкость Дж/см2 |
|---|---|---|
| ≥570 | ≥35 | при t +20°С ≥ 70 |
Производимые типоразмеры и рекомендованный сварочный ток
| Диаметр (мм) | 2,6 | 3,2 | 4,0 |
|---|---|---|---|
| Длина, мм | 350 | 350 | 350 |
| Рекомендуемый ток, А | 50-80 | 80-110 | 100-150 |
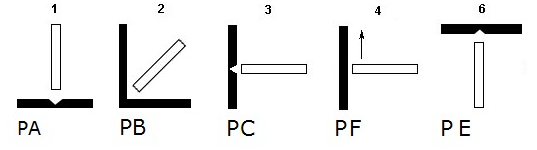
Положения сварки
ТОК AC, DC+
Упаковка VAC PAC 2кг. Коробка 10 кг.
При необходимости повторная прокалка 2 ч. При t – 300-350°С.
-
AWS A 5.4E 385-16
-
DIN 8556E 20 25 5 Cu LR 23
-
DIN EN 1600E 20 25 5 Cu LR 32
-
Материал №1.4842